

Author's Note
안녕하세요, HL만도에서 소재 및 접합 기술을 연구하고 있는 정재훈입니다.
전기차(EV)의 심장이라 불리는 전력변환기, IDC(Integrated DC-DC Converter)는 고전압을 다루기 때문에 엄청난 열이 발생합니다. 이 열을 제대로 식히지 못하면, 효율이 떨어지고 고장의 원인이 되죠. 그래서 고효율의 ‘수냉식 냉각 시스템’ 구축은 필수입니다.
하지만 냉각수가 흐르는 통로(Housing)와 덮개(Cover)를 빈틈없이 완벽하게 붙이는 것은 매우 어려운 숙제입니다. 오늘 소개할 내용은 이러한 기존의 접합 방식의 한계를 극복하고, 제조 원가를 약 53%나 절감하면서도 강력한 수밀성을 확보한 ‘마찰교반용접(Friction Stir Welding, FSW) 기술’의 최적화 연구입니다.
소재의 혁신과 FSW 공법의 도입
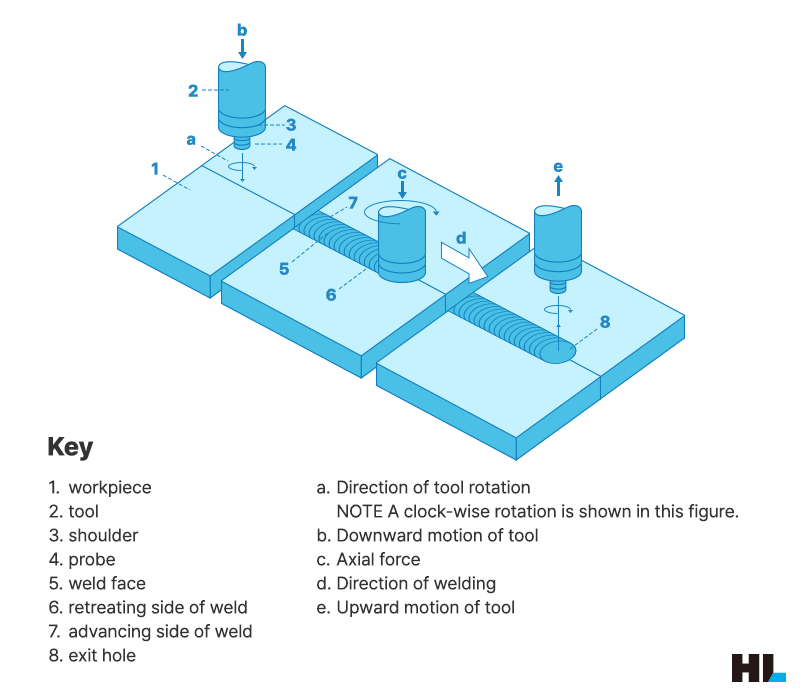
마찰교반용접(Friction Stir Welding, FSW)이란 비소모성 공구를 고속 회전시켜 발생하는 마찰열로 금속을 부드럽게 만든 뒤,
마치 반죽하듯 섞어서 접합하는 ‘고상 용접’ 방식입니다. 재료를 녹이지 않기 때문에 구멍(기공)이 생기지 않고 열에 의한 변형이
극히 적다는 장점이 있습니다.
- 소재의 혁신 (개발소재 A 적용): 기존 소재(ADC12-F) 대비, 열전도율을 60% 이상 높이고 부식에도 강한 고방열/고내식 소재를 새롭게 적용했습니다.
- 공구(Tool) 설계: 고온에서도 잘 견디는 SKD61 소재를 채택하고, 3mm 두께의 커버를 완벽히 뚫고 들어갈 수 있도록 정밀하게 설계했습니다.
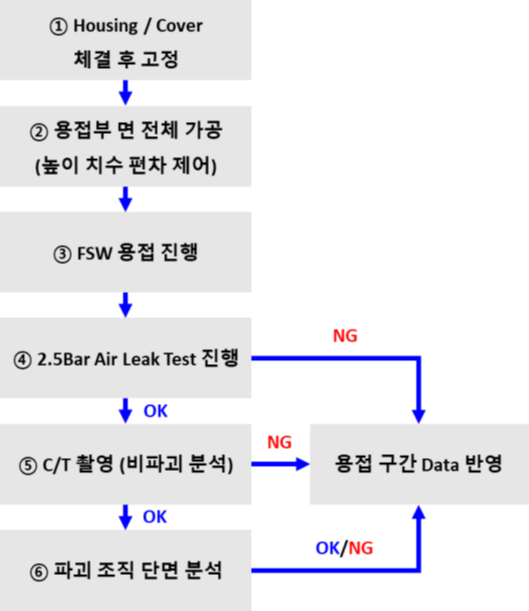
완벽한 품질을 위한 4단계 검증 파이프라인
가장 최적의 용접 조건(회전 속도 및 이동 속도)을 찾기 위해 수많은 교차 테스트를 진행했습니다. 품질 판정은 국제 표준(ISO 25239-5 (Acceptance Level-C))보다 한층 강화된 자체 4단계 기준을 적용했습니다.
- Air Leak Test (2.5 Bar): 공기를 넣어 아주 미세한 누설이나 파열이 있는지 1차 검사
- C/T 비파괴 분석: 겉으로는 멀쩡해 보여도 내부에 빈 공간(Cavity)이 있는지 엑스레이처럼 들여다봅니다.
- 파괴 조직 단면 분석: 실제로 용접 부위를 잘라 단면을 현미경으로 관찰합니다. C/T로 판별이 어려운 Underfill, Incomplete Penetration 등 미세한 결함까지 잡아내기 위함입니다.
- 최종 판정 : 수집된 모든 데이터를 바탕으로 용접이 가능한 성공 영역을 도출합니다.


실험 데이터 분석 : 6가지 NG 영역(a~f)에 대한 고찰
수많은 테스트 데이터를 매핑한 결과, 용접 실패는 크게 6가지 영역으로 구분되었습니다.
- 영역 ⓐ, ⓓ (과입열, Excess heat input): Feed Speed가 너무 느리거나(50~150mm/min), 특정 RPM(750)에서 속도가
줄어들 때 마찰열이 과도하게 누적되어 결함이 발생했습니다. - 영역 ⓑ, ⓒ, ⓔ (입열량 부족, Insufficient heat): RPM이 낮거나, Feed Speed가 너무 빠를 경우 재료를 충분히 부드럽게
만들 열이 발생하지 않아 용접이 이루어지지 않았습니다. - 영역 ⓕ (비정상 교반, Abnormal Stirring): RPM 1,500 이상, Feed Speed 300mm/min 이상 구간입니다. 1차 Air Leak Test는 통과했지만, C/T 및 파괴 분석 결과 내부에 보이지 않는 빈 공간(Inner Cavity, 1.8mm~2.3mm 규모)이 발견된 구간입니다. 이는 소재가 버틸 수 있는 한계를 넘어설 때 발생합니다.


양산화를 위한 엔지니어링 인사이트: '치수 산포'가 품질을 결정한다
실험 과정에서 가장 흥미로웠던 점은 이론과 실제의 미세한 차이였습니다. 논문 지표상으로는 성공해야 할 조건인데, 실제 제품의 위치에 따라 결함이 생기기도 했습니다. 원인은 무엇이었을까요?
이론적으로 용접에 필요한 축 하중(𝐹)은 다음과 같이 계산됩니다.
𝐹 = 𝜎 × 𝐴 = 150 × 10⁶ Pa × 132.7 × 10⁻⁶ m² = 19.9 kN
마찰열에 의한 연화(30~50% 하중 감소)를 고려하면 실제 필요 하중은 10~14 kN 수준으로, 이는 선행 문헌과 일치합니다. 원인은 무엇이었을까요?
범인은 바로 주물 제품 특성상 발생하는 '높이 차이(치수 산포)'였습니다.
장비는 일정한 깊이로 내려가 용접하도록 설정되어 있는데, 제품의 높이가 미세하게 다르면 툴이 가하는 하중(힘)이 불균일해집니다. 이 미세한 차이가 결국 국부적인 결함을 유발한 것입니다.
생산성과 품질, 두 마리 토끼를 잡다
우리는 이 분석을 토대로, FSW 용접 전에 용접부 면 전체를 고르게 가공하여 높이 편차를 제어하는 개선된 프로세스를 도출했습니다.
치수 산포를 통제하면 툴이 받는 하중이 일정해지고, 이는 곧 용접이 가능한 성공(OK) 영역이 획기적으로 넓어짐을 의미합니다. OK 영역이 넓어지면 더 높은 Feed Speed를 적용할 수 있어 양산 Cycle Time을 단축하고 생산성을 극대화할 수 있습니다.
이번 연구는 고방열 소재(개발소재 A)와 FSW 기술을 접목하여 원가 절감(약 53%)과 성능 향상이라는 두 목표를 동시에 달성한
의미 있는 성과입니다. 앞으로도 양산 현장의 변수들을 정밀하게 통제하며, 친환경 모빌리티의 가능성을 넓히는 제조 혁신을 이어가겠습니다.



